پدال صنعتی
پدال صنعتی برقی
به منظور صدور فرمان های بیشتر می توان از پدال در مدار فرمان استفاده کرد. پدال ممکن است در بازار نام های مختلفی مانند پدال صنعتی یا پدال پایی نیز داشته باشد. این قطعه برای فرمان توسط پا طراحی شده و مدل های بسیار متنوعی دارد. همانطور که می دانید تجهیزاتی مانند شستی ها، کنترلرهای جرثقیل و جوی استیک ها برای کنترل و صدور فرمان توسط دست هستند. در شرایطی که اپراتور در نزدیکی دستگاه ایستاده و یا نشسته باشد، می توان تعداد فرمان ها را افزایش داده و از یک یا دو پا نیز برای صدور فرمان استفاده کرد.
در سیستم های پیچیده و حساس برای صدور فرمان های الکتریکی یا مکانیکی توسط پاها می توان از یک یا چند پدال صنعتی استفاده کرد. این پدال ها در مدل های متنوع از نظر نوع خروجی، تعداد خروجی، تعداد عملکردها و غیره ساخته می شوند. به عنوان مثال در تصویر زیر کنترل جرثقیل توسط جوی استیک ها و پنج پدال را مشاهده می کنید. در این مثال سه پدال برای فرمان با پای راست و دو پدال برای فرمان با پای چپ در نظر گرفته شده است.

پدال های صنعتی از نظر نوع خروجی به مدل های مکانیکی، دیجیتال، مقاومتی و آنالوگ تقسیم می شوند. مکانیزم پدال صرف نظر از نوع خروجی آن به صورت برگشت پذیر است. به عبارت دیگر این قطعه از نظر نوع عملکرد مانند شستی ها بوده و با برداشتن نیروی پا، توسط فنرهای داخلی به موقعیت اول خود باز می گردند. پدال های مکانیکی بیشتر به منظور باز و بستن مستقیم شیرها استفاده شده و بخش الکتریکی ندارند. در مدارهای فرمان بیشتر از پدال های الکتریکی با خروجی دیجیتال، مقاومتی و آنالوگ استفاده می شود.
از پدال های آنالوگ علاوه بر قطع و وصل می توان به منظور کنترل سرعت نیز استفاده کرد. در مدل آنالوگ با فشردن پدال یک سیگنال به کنترلر ارسال می شود. این سیگنال به صورت مقاومتی، ولتاژی یا جریانی بوده و با اعمال فشار بیشتر روی پدال، قوی تر می شود. رفتار پدال های آنالوگ دقیقا شبیه به جوی استیک های آنالوگ است. شاید تا کنون استفاده از پدال های آنالوگ را در کنترل سرعت چرخ های خیاطی مشاهده کرده باشید. این نوع از پدال ها مقاومتی بوده و در مسیر اصلی جریان الکتروموتور قرار می گیرند. با فشردن این پدال مقاومت مدار کم شده و جریان بیشتری به الکتروموتور می رسد. این پروسه باعث کنترل سرعت الکتروموتور خواهد شد. نکته ی اصلی در مدل های آنالوگ ولتاژی و جریانی این است که پدال های آنالوگ همانند جوی استیک های آنالوگ حتما باید به کنترلرها مانند PLC، HMI و غیره متصل شده باشند. به عبارت دیگر نمی توان از پدال های آنالوگ ولتاژی و جریانی به صورت مستقیم در مدار فرمان استفاده کرد.
در نوع دیجیتال ممکن است یک یا چند پلاتین فرمان وجود دارد. فشردن این پدال ها توسط پا باعث باز و بسته شدن چند پلاتین فرمان خواهد شد. این پلاتین ها در مدار فرمان به منظور کنترل لحظه ای استفاده شده و باعث جابجا شدن جرثقیل، جک، پرس، گیوتین و غیره می شوند. در محیط های صنعتی می توان از پدال هایی استفاده کرد که دارای محافظ فلزی هستند. این محافظ از برخورد اتفاقی اجسام با پا مخصوصا پنجه ها جلوگیری می کند. در تصویر پدال صنعتی و تکی با کاور محافظ را مشاهده می کنید. مزیت دیگر کاور ها عملکرد اتفاقی پدال بعلت سقوط اجسام روی آن ها است.
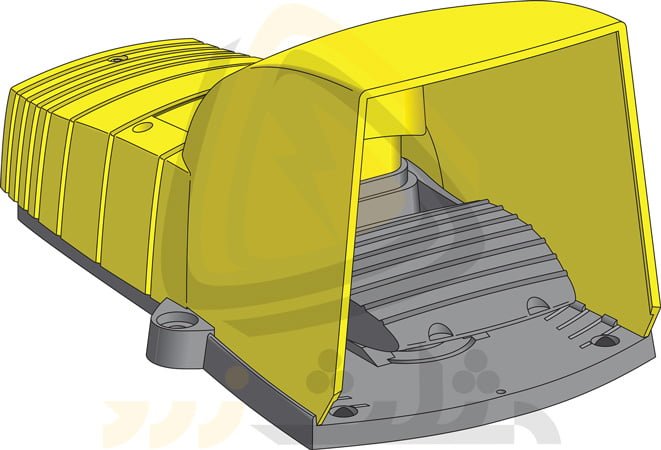
با توجه به نوع سیستم می توان از یک یا چند پدال در مدار فرمان استفاده کرد. نکته ی مهم بعدی در استفاده از پدال ها، نوع فرمان و استراحتگاه پای اپراتور است. پدال هایی که به صورت نشسته کنترل می شوند باید جایی برای قرار دادن پای اپراتور داشته باشند. این محل باید به گونه ای طراحی شده باشد که باعث تحریک هیچ یک از خروجی های پدال نشود. با این کار در زمان هایی که نیازی به صدور فرمان نیست، اپراتور پای خود را از روی پدال برداشته از صدور فرمان های اتفاقی جلوگیری می شود. در تصویر پدال صنعتی دوبل با کاور محافظ را مشاهده می کنید.
علاوه بر جایگاه برای پای اپراتور باید از سیستم های بازدارنده در شرایط حساس استفاده شود. به عنوان مثال در پدال های زیر دو قطعه ی سفید رنگ برای جلوگیری از فرمان اتفاقی استفاده شده است. این زبانه ها طوری قرار گرفته اند که پدال با نوک پنجه تحریک نشود. برای فشردن این پدال حتما باید پنجه ی پا به صورت کامل جلو برده شده و ضامن سفید رنگ را آزاد کند. در چنین شرایطی می توان با فشردن پدال فرمان الکتریکی را صادر کرد. در این ضمان از فنر استفاده شده و بالافاصله پس از خارج کردن پنجه ی پا به حالت اول بازخواهد گشت.

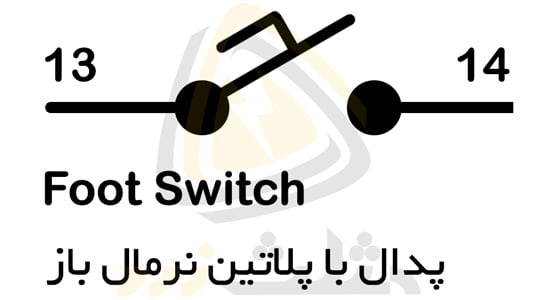
برای مشخص کردن پدال صنعتی دیجیتال در دیاگرام های الکتریکی از علامت زیر استفاده می شود. این سمبل نشان دهنده ی عملگر قابل تحریک با پا است. علاوه بر مشخص بودن پلاتین نرمال باز در این پدال، همانند دیگر دیاگرام ها از شماره های 13 و 14 نیز برای مشخص کردن نوع پلاتین استفاده شده است.
جهت مطالعه ده ها مقاله ی تخصصی دیگر، بخش مقالات آموزش مدار فرمان را مشاهده کنید.
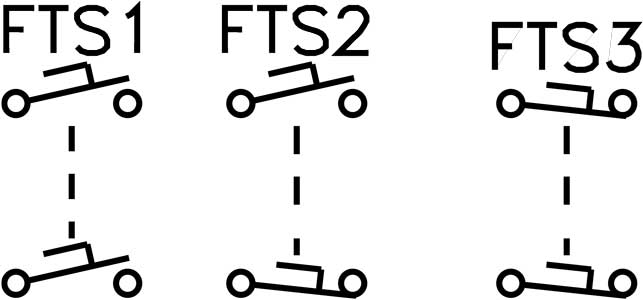
همانطور که قبلا شرح داده شد هر پدال ممکن است چندین پلاتین فرمان داشته باشد. تعداد مختلف پلاتین های یک تجهیز در نقشه ها ممکن است با اعداد یا خط چین نشان داده شود. به عنوان مثال در تصویر زیر سه پدال با پلاتین های مختلف را مشاهده می کنید. گزینه ی اول از سمت چپ دارای دو پلاتین نرمال باز یا N.O است. گزینه ی دوم دارای یک پلاتین باز و یک پلاتین بسته بوده و هر دو پلاتین گزینه ی سوم به صورت N.C هستند.
نصب پدال صنعتی
برای نصب و سیم بندی پدال صنعتی باید به قابلیت جابه جایی، ثابت بودن، تعداد پلاتین ها و مسائل مربوط به جلوگیری از فرمان اشتباه دقت کرد. در شرایطی که پدال باید قابلیت جابه جایی کمی داشته باشد از کابل برای اتصال استفاده می شود. در نظر داشته باشید که در صورت استفاده از کابل در محیط های صنعتی حتما موارد حفاظت از آن مانند لوله های فلزی را لحاظ کنید. در صورت ثابت بودن نیز می توان از انواع پیچ و مهره برای نصب فیزیکی استفاده کرد.
از پدال های صنعتی مواقعی استفاده می شود که اپراتور باید از دستان خود جهت کار بی خطری استفاده کند. به عبارت ساده تر قبل از نصب و سیم بندی باید به این اطمینان برسید که دستان اپراتور در خطر نخواهد بود. به عنوان مثال تاحد ممکن از پدال در مدار فرمان پرس یا گیوتین استفاده نکنید. با این کار ممکن است اپراتور از دستان خود برای نگه داشته قطعه و از پا برای صادر کردن فرمان استفاده کند. در بسیاری از این شرایط دستان اپراتور توسط ماشین های خم، برش و غیره به شدت آسیب دیده است.
با توجه به شرایط اپراتور یک پدال باید دارای کاور و اینترلاک مناسب جهت جلوگیری از فرمان اشتباه باشد. کنترل کنید که محل مناسبی برای پاهای اپراتور هنگام استراحت وجود داشته باشد. علاوه بر این اینترلاک شرح داده در بخش های قبلی همین مقاله می تواند بسیار مفید باشد. در تاسیاست خطرناک سعی کنید تا در نزدیکترین موقعیت یک شستی قارچی یا قطع اضطراری نصب کنید. وجود این شستی ها تا حد زیادی خسارت های ناشی از رخ دادن حادثه را کاهش می دهد.
در نظر داشته باشید که مدار فرمان متصل شده به پدال باید به صورت لحظه ای باشد. به عنوان مثال در کنترل موتورها با پدال صنعتی از پلاتین پایدار کننده استفاده نکنید. این امر باعث می شود تا مدار بالافاصله پس از برداشتن پا متوقف شود. در سیستم های خاص می توانید از ترمز یا حرکت معکوس نیز استفاده کنید. در این حالت پس از برداشتن پا از روی پدال سیستم به صورت معکوس کار کرده و بخش های محرک مانند پرس و تیغه ها به محل اول خود باز می گردند.









دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.